Aluminum Laser Cutting: Complete Guide
Aluminum is challenging to laser cut due to high reflectivity (~92% at 1064nm) and thermal conductivity. However, modern fiber lasers with proper parameters can achieve excellent results. This guide covers alloy selection, cutting parameters, and best practices.
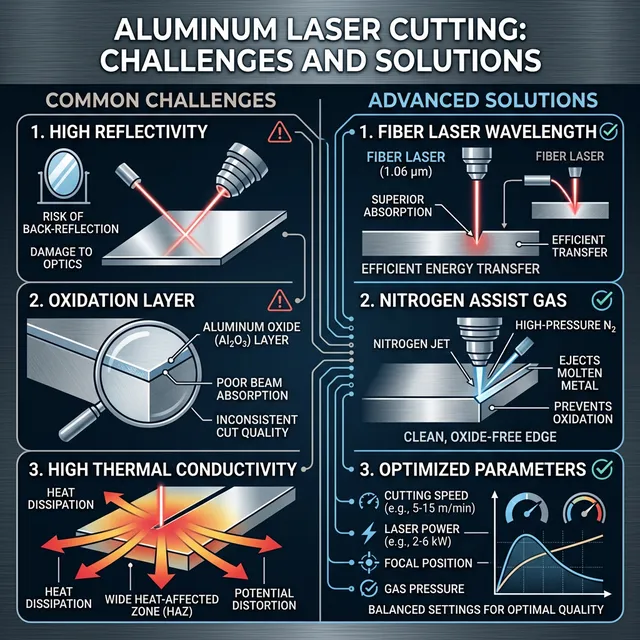
Key Challenges with Aluminum
- • High Reflectivity: ~92% at 1064nm (vs ~70% for stainless), risk of back-reflection damage
- • High Thermal Conductivity: 237 W/m·K (vs 16 for stainless), rapid heat dissipation
- • Oxide Layer: Aluminum oxide melts at 2072°C (vs aluminum at 660°C), creates cutting difficulties
- • Dross Formation: Molten aluminum adheres easily to cut edges
- • Cracking: Some alloys prone to hot cracking during rapid cooling
Common Aluminum Alloys for Cutting
| Alloy | Characteristics | Cutting Difficulty | Applications |
|---|---|---|---|
| 1xxx (Pure Al) | 99%+ pure, soft, excellent conductivity | Easy | Reflectors, electronics |
| 3xxx (Al-Mn) | Good formability, moderate strength | Easy | Sheet metal, cooking utensils |
| 5xxx (Al-Mg) | Good corrosion resistance, weldable | Moderate | Marine, automotive, aerospace |
| 6xxx (Al-Mg-Si) | Heat treatable, good strength | Moderate | Structural, extrusions (6061) |
| 7xxx (Al-Zn) | Highest strength, prone to cracking | Difficult | Aerospace (7075), high stress |
Source: ASM Aluminum and Aluminum Alloys Handbook. 5xxx and 6xxx series are most common in laser cutting.
Recommended Cutting Parameters
6061-T6 Aluminum (Most Common)
| Thickness | Laser Power | Speed | Gas | Pressure | Focus |
|---|---|---|---|---|---|
| 1mm | 3kW | 5-6 m/min | N₂ | 12-15 bar | -2 to 0mm |
| 2mm | 4kW | 3.5-4.5 m/min | N₂ | 13-16 bar | -1 to 0mm |
| 3mm | 6kW | 2.5-3.5 m/min | N₂ | 14-17 bar | 0 to +1mm |
| 5mm | 8kW | 1.8-2.5 m/min | N₂ | 15-18 bar | 0 to +2mm |
| 8mm | 12kW | 1.2-1.8 m/min | N₂ | 16-20 bar | +1 to +3mm |
| 10mm | 15kW | 0.8-1.2 m/min | N₂ | 18-22 bar | +2 to +4mm |
Key Parameter Notes
- Nitrogen Gas: Essential for oxide-free edges, high purity (99.999%)
- High Pressure: 12-22 bar needed to expel molten material
- Positive Focus: Thicker material needs focus above surface
- High Power: 1.5-2× power vs stainless for same thickness
- Clean Material: Remove oils, oxidation before cutting
Oxygen Cutting (Alternative)
- Pros: Lower gas cost, faster on thin material
- Cons: Black oxide edge, not cosmetic quality
- Use Case: Parts requiring painting or coating
- Pressure: 0.5-1.5 bar (much lower than N₂)
- Speed Gain: 20-30% faster on <3mm
Parameters from Trumpf Aluminum Cutting Guide 2024 and field testing. Actual values vary with alloy composition, surface condition, and machine condition.

Common Issues & Solutions
Problem: Excessive Dross/Burr
Causes: Insufficient gas pressure, too slow speed, contaminated material
Solutions:
- Increase nitrogen pressure by 2-3 bar
- Increase cutting speed 10-15%
- Clean material surface with solvent
- Check nozzle condition (replace if worn)
- Verify gas purity (>99.99%)
Problem: Incomplete Cuts
Causes: Insufficient power, too fast speed, oxide layer
Solutions:
- Increase laser power 15-20%
- Decrease speed by 10-20%
- Adjust focus position (+1 to +2mm for thick)
- Pre-clean oxidized surfaces
- Use fresh protective window
Problem: Back Reflection Damage
Causes: Aluminum's 92% reflectivity can damage optics
Solutions:
- Use protective window (essential for aluminum)
- Maintain proper nozzle-to-material distance
- Start cuts away from edges (not direct piercing)
- Keep cutting head clean and aligned
- Monitor protective window, replace proactively
Problem: Rough Edge Quality
Causes: Thermal effects, improper focus, worn consumables
Solutions:
- Fine-tune focus position (±0.5mm adjustments)
- Optimize speed-power ratio
- Increase nitrogen pressure for better cooling
- Replace nozzle if orifice is worn
- Check beam quality (M² should be <1.1)

Best Practices
Material Preparation
- • Remove protective film before cutting
- • Clean with isopropanol to remove oils
- • Check for surface oxidation (sand if heavy)
- • Verify alloy type (cutting differs by series)
- • Use flat, clean support slats
- • Store indoors to prevent oxidation
Process Optimization
- • Start with lower power, increase gradually
- • Test cuts on scrap before production
- • Monitor first few parts for consistency
- • Use nitrogen (not air) for quality edges
- • Maintain nozzle standoff (0.5-1.5mm)
- • Replace consumables more frequently
Machine Maintenance
- • Check protective window every 50 hours
- • Clean nozzle exterior daily
- • Verify focus lens cleanliness weekly
- • Monitor beam centering monthly
- • Keep cut debris away from machine
- • Aluminum dust is explosive - vacuum regularly
Safety Considerations
- • Aluminum dust is combustible (Class D fire)
- • Use proper extraction/filtration
- • Never use water on aluminum fires
- • Wear eye protection (bright reflections)
- • Keep work area clean and dry
- • Ground machine properly
Aluminum vs Other Materials
| Property | Aluminum | Stainless Steel | Mild Steel |
|---|---|---|---|
| Reflectivity @ 1064nm | ~92% | ~70% | ~65% |
| Thermal Conductivity | 237 W/m·K | 16 W/m·K | 50 W/m·K |
| Melting Point | 660°C | 1400-1450°C | 1370-1530°C |
| Required Power (6mm) | 6-8kW | 4-6kW | 3-4kW |
| Assist Gas | N₂ (essential) | N₂ or O₂ | O₂ (typical) |
| Gas Pressure | 12-22 bar | 10-16 bar | 0.5-2 bar |
| Cutting Difficulty | High | Medium | Low |
Aluminum requires 1.5-2× the power and significantly higher gas pressure vs steel, making it more expensive to cut per part.
Cost Considerations
Cost Factors for Aluminum
Higher Nitrogen Consumption
12-22 bar pressure vs 10-16 for stainless. ~30-50% more gas per part.
Increased Power Requirements
Need 1.5-2× power for equivalent thickness vs stainless steel.
Faster Consumable Wear
Protective windows wear 30-40% faster due to reflectivity. Replace proactively.
Slower Cutting Speeds
15-25% slower than stainless for same power level and thickness.
Typical Cost Impact: Aluminum parts cost 40-60% more to cut than equivalent stainless steel parts due to higher gas, power, and consumable costs.
Data Sources
- • Trumpf Aluminum Cutting Guide 2024: Cutting parameters and best practices
- • Steen & Mazumder "Laser Material Processing" (2010): Thermal properties and absorption data
- • ASM Aluminum and Aluminum Alloys Handbook: Alloy characteristics and metallurgy
- • IPG Photonics Application Notes: Fiber laser reflectivity management
- • ISO 9013:2017: Thermal cutting classification standards
Disclaimer: Cutting parameters are starting points based on typical 6061-T6 aluminum. Actual optimal parameters vary with specific alloy composition, surface condition, machine capabilities, and quality requirements. Always test on scrap material and adjust based on results.