Complete Laser Equipment Selection Guide
Choosing the right laser cutting equipment is a significant capital investment ($50,000-$500,000+) that impacts your production capabilities for 10-15 years. This comprehensive guide provides a systematic framework for evaluating specifications, comparing vendors, calculating ROI, and making confident purchasing decisions.
Selection Reality Check: Common equipment selection mistakes include underestimating power requirements, overestimating work area needs, or choosing based on price alone. This guide helps you avoid costly decisions by providing a systematic evaluation framework based on technical requirements and total cost of ownership.
Equipment Selection Workflow Path
Make the selection in this order: define material and thickness mix, size power and bed area, estimate cycle time, calculate gas and operating cost, then compare vendor service risk. Do not request quotes until these assumptions are written down.
Pre-Selection Analysis: Know Before You Shop
Before contacting vendors, complete a thorough internal assessment. This prevents sales pressure from driving decisions and ensures you evaluate equipment against YOUR requirements, not the vendor's inventory.
Common Selection Mistakes to Avoid
Material Analysis (Critical Foundation)
Your material mix determines laser type (fiber vs CO2), power requirements, and assist gas costs. Analyze your last 12 months of production or projected first 3 years. For detailed material-specific guidance, see our Material Thickness Parameters Guide.
| Material Type | Thickness Range | % of Volume | Laser Recommendation | Assist Gas |
|---|---|---|---|---|
| Carbon Steel (Mild Steel) | 1-25mm | 60%+ | Fiber laser (1064nm) - fast, efficient, low cost | Oxygen (3mm+), Air (thin) |
| Stainless Steel | 0.5-12mm | 20-40% | Fiber laser - nitrogen assist required (higher cost) | Nitrogen |
| Aluminum | 1-15mm | 10-30% | Fiber 6kW+ (reflective, needs high power) | Nitrogen |
| Copper/Brass | 0.5-8mm | 5-15% | Fiber 6kW+ (highly reflective) | Nitrogen |
| Acrylic/PMMA | 3-25mm | Varies | CO2 laser (10600nm) - better absorption for non-metals | Air |
| Wood/MDF | 3-30mm | Varies | CO2 laser - excellent for organic materials | Air |
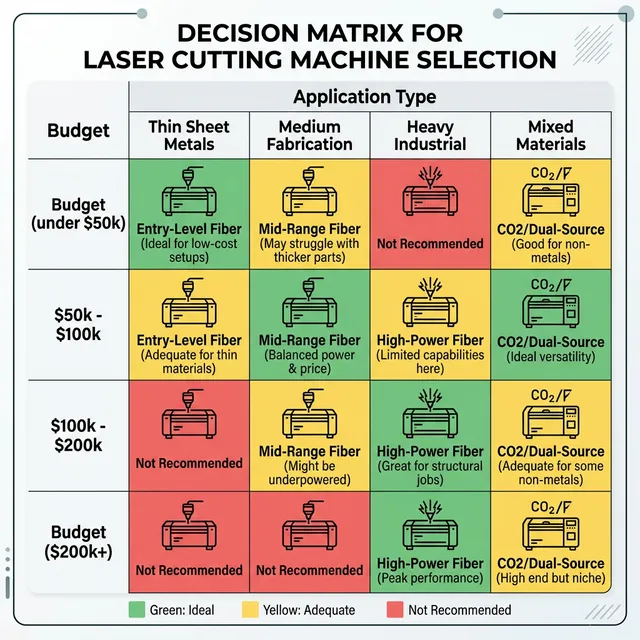
Decision Rule: If 70%+ of your work is metal (steel/stainless/aluminum), choose fiber laser. If 50%+ is non-metal (acrylic, wood, leather), choose CO2. Mixed work requires two machines or hybrid system (rare, expensive). For detailed comparison, see our CO2 vs Fiber Laser Guide.
Material Selection Flowchart
Production Volume & Throughput Requirements
Calculate required throughput to determine power and automation needs. Underestimating by 30% is common—factor in growth, reject rates, and setup time. Use our Cutting Time Calculator for accurate calculations.
Throughput Calculation Example
Scenario: Sheet metal fabricator, 10,000 parts/month, average 300×300mm brackets, 3mm carbon steel
Cutting time per part (perimeter ~1.2m):
- • 3kW fiber: 90 seconds/part = 25 hours/1000 parts
- • 6kW fiber: 45 seconds/part = 12.5 hours/1000 parts
- • 12kW fiber: 30 seconds/part = 8.3 hours/1000 parts
Monthly cutting time (10,000 parts):
- • 3kW: 250 hours (requires 1.5 shifts at 85% utilization)
- • 6kW: 125 hours (single shift at 70% utilization)
- • 12kW: 83 hours (single shift at 45% utilization - overkill)
Optimal choice: 6kW fiber provides headroom for growth, single-shift operation, and acceptable ROI. 3kW requires multi-shift (labor cost +$40k/year). 12kW wastes $80k+ in capital.
Budget & Financial Planning
Laser equipment costs extend far beyond the purchase price. Plan for total 5-year cost of ownership. See our Power Selection Guide for detailed power-level pricing.
| Cost Category | Initial | Annual (Years 1-5) | 5-Year Total |
|---|---|---|---|
| Equipment Purchase | $150,000 | - | $150,000 |
| Installation & Training | $15,000 | - | $15,000 |
| Facility Prep (electrical, ventilation) | $10,000-25,000 | - | $17,500 |
| Operating Costs (gas, power, consumables) | - | $30,000-50,000 | $200,000 |
| Maintenance & Repairs | - | $8,000-15,000 | $57,500 |
| Labor (operator + programmer) | - | $60,000-80,000 | $350,000 |
| 5-Year TCO | $182,500 | $123,000/year | $790,000 |
Key Insight: Equipment purchase represents only 19% of 5-year TCO. Operating costs (25%) and labor (44%) dominate. A $50k premium for higher efficiency (lower gas consumption, faster cutting) pays back in 12-18 months through reduced operating costs.
ROI Calculation Framework
Calculate return on investment using this formula to validate equipment purchase decisions:
ROI Formula
ROI = (Net Savings - Initial Investment) / Initial Investment × 100%
Net Savings = Annual Revenue Increase + Operating Cost Savings - Annual Operating Costs
Example Calculation:
- • Initial Investment: $180,000
- • Annual Revenue Increase (faster production): $85,000
- • Operating Cost Savings (efficiency): $32,000/year
- • Annual Operating Costs: $45,000
- • Net Savings Year 1: $85,000 + $32,000 - $45,000 = $72,000
- • ROI Year 1: ($72,000 - $180,000) / $180,000 = -60% (payback period)
- • ROI Year 2: (Cumulative $144,000) = -20%
- • ROI Year 3: (Cumulative $216,000) = +20%
Payback Period: 2.5 years | 5-Year ROI: 100%+
Step 1: Define Your Requirements
Material Considerations
- What materials will you cut? (metals, non-metals, or both)
- Material thickness range required
- Special material properties (reflective, brittle, etc.)
- Surface finish requirements
- Edge quality standards needed
Production Requirements
- Daily/monthly production volume
- Maximum part size needed
- Required cutting speed and quality
- Single or multi-shift operation
- Growth projections
Budget Constraints
- Initial investment budget
- Operating cost considerations
- Maintenance and consumables budget
- ROI expectations and timeline
- Financing options available
Step 2: Key Specifications to Evaluate
Laser Power
Higher power enables faster cutting and thicker materials. Common ranges: 1-3kW (thin materials), 4-6kW (medium), 8-12kW+ (thick materials and high-speed production). For detailed power guidance, see our Power Selection Guide and 3kW vs 6kW vs 12kW Comparison.
Work Area Size
Must accommodate your largest parts plus spacing. Common sizes: 1m×1m (small), 2m×3m (medium), 3m×6m+ (large format). Consider material utilization. See our Work Area Size Comparison Guide.
Positioning Accuracy
Critical for precision work. Typical ranges: ±0.05mm (standard), ±0.03mm (precision), ±0.01mm (ultra-precision). Match to your quality requirements. See Precision Factors Comparison.
Control System
Affects ease of use and capabilities. Popular options: Cypcut, Ruida, Beckhoff, Siemens. Consider software compatibility and learning curve. See our Control Systems Comparison Guide.
Beam Quality (M² Value)
Beam quality directly impacts cutting precision and edge quality. M² value measures how close the laser beam is to an ideal Gaussian beam (M² = 1 is perfect). See our Beam Quality Guide for detailed explanation.
| M² Value | Beam Quality | Application | Focus Spot Size |
|---|---|---|---|
| 1.0 - 1.3 | Excellent | Ultra-precise cutting, fine features | 20-30μm |
| 1.3 - 2.0 | Very Good | High precision cutting, thin materials | 30-50μm |
| 2.0 - 4.0 | Good | Standard cutting, medium thickness | 50-100μm |
| 4.0 - 8.0 | Acceptable | High-power cutting, thick materials | 100-200μm |
| > 8.0 | Poor | Rough cutting only, not recommended | > 200μm |
Recommendation: For precision work (≤±0.05mm), choose M² ≤ 2.0. For standard work, M² ≤ 4.0 is acceptable. Higher M² values indicate lower beam quality but may be acceptable for high-power thick material cutting.
Cutting Speed Reference
Reference cutting speeds for common materials (fiber laser, optimal conditions). For comprehensive speed data, see Cutting Speed Chart.
| Material | Thickness | 3kW Speed | 6kW Speed | 12kW Speed |
|---|---|---|---|---|
| Carbon Steel | 3mm | 5.0 m/min | 8.5 m/min | 12.0 m/min |
| 6mm | 2.0 m/min | 4.5 m/min | 7.0 m/min | |
| 10mm | 0.8 m/min | 2.5 m/min | 4.5 m/min | |
| Stainless Steel | 3mm | 3.5 m/min | 6.0 m/min | 9.0 m/min |
| 6mm | 1.2 m/min | 3.0 m/min | 5.0 m/min | |
| Aluminum | 3mm | 4.0 m/min | 7.5 m/min | 11.0 m/min |
| 6mm | 1.5 m/min | 4.0 m/min | 6.5 m/min |
Note: Speeds assume optimal gas pressure, focus position, and material quality. Actual speeds may vary ±15-20% based on equipment condition and material properties.
Assist Gas Selection Guide
Assist gas selection significantly impacts cut quality, speed, and operating costs. See our comprehensive Assist Gas Chart for detailed information.
| Gas Type | Material | Cost/m³ | Edge Quality | Speed Impact |
|---|---|---|---|---|
| Oxygen | Carbon Steel (3mm+) | $0.08-0.15 | Oxidized edge, good | +30-50% faster |
| Nitrogen | Stainless Steel, Aluminum | $0.12-0.25 | Clean, oxide-free | Base speed |
| Compressed Air | Thin Carbon Steel | $0.02-0.05 | Slightly oxidized | +15-25% faster |
| Argon | Titanium, Reactive Metals | $0.30-0.50 | Excellent, clean | -10-20% slower |
Cost Comparison Example
For 1000 hours/year operation, 8 m³/h flow rate:
• Oxygen: $640-1,200/year | Nitrogen: $960-2,000/year | Air: $160-400/year
Using compressed air instead of nitrogen saves $560-1,840/year but requires clean, dry air system ($5k-8k initial investment, payback in 3-5 years for high-volume operations).
Step 3: Vendor Evaluation
Use this scoring matrix to objectively compare vendors. Rate each criterion from 1-10, then weight by importance.
| Evaluation Criterion | Weight | Score (1-10) | Evaluation Points |
|---|---|---|---|
| Reputation & Experience | 15% | - | Years in business, industry awards, customer testimonials |
| Technical Support | 20% | - | Response time (target: <4hr), on-site availability, remote support |
| Parts & Service Network | 15% | - | Parts lead time, local warehouse, service centers |
| Training & Documentation | 10% | - | Initial training hours, materials quality, ongoing support |
| Warranty Coverage | 10% | - | Coverage period, included components, service terms |
| Equipment Performance | 15% | - | Speed, accuracy, edge quality vs. specifications |
| Customization Options | 5% | - | Ability to modify for specific needs, upgrade paths |
| Total Cost of Ownership | 10% | - | 5-year TCO including operating costs, maintenance |
Weighted Score Calculation
Final Score = Σ (Criterion Score × Weight). Vendor with highest weighted score (typically 7.5+) should be shortlisted. For critical operations, set minimum thresholds: Technical Support ≥ 8.0, Parts Availability ≥ 7.0.
Decision Trees: Quick Selection Guides
Laser Type Decision Tree
• Stainless Steel: High quality, nitrogen assist required
• Aluminum: 6kW+ recommended for reflective surface
• Copper/Brass: Fiber laser optimal, may require higher power
• Wood/MDF: Fast, clean cutting
• Leather/Fabric: Precise, minimal charring
• Paper/Cardboard: High-speed processing
Power Selection Decision Tree
Maintenance Cost Analysis
Preventive maintenance costs significantly impact total cost of ownership. Plan for these recurring expenses. See our Maintenance Schedule Guide for detailed maintenance planning.
| Maintenance Item | Frequency | Cost per Service | Annual Cost |
|---|---|---|---|
| Routine Inspection | Monthly | $200-400 | $2,400-4,800 |
| Optics Cleaning & Alignment | Quarterly | $500-800 | $2,000-3,200 |
| Lens Replacement (CO2) | 6-12 months | $800-1,500 | $800-3,000 |
| Focusing Lens (Fiber) | 12-24 months | $400-800 | $200-800 |
| Laser Source Service (CO2 Tube) | 2,000-8,000 hours | $3,000-8,000 | $3,000-8,000 |
| Nozzle & Consumables | As needed | $50-200 | $1,500-3,000 |
| Motion System Service | Annually | $1,500-3,000 | $1,500-3,000 |
| Electrical System Check | Annually | $800-1,500 | $800-1,500 |
| Total Annual Maintenance | - | - | $12,200-27,300 |
Fiber vs CO2 Maintenance Cost Comparison
Fiber Laser: Lower maintenance ($12k-20k/year). No CO2 tube replacement, longer diode life (100,000+ hours), fewer optics to maintain.
CO2 Laser: Higher maintenance ($20k-27k/year). Tube replacement every 2-8k hours ($3k-8k each), more frequent optics service.
5-Year Maintenance Savings (Fiber vs CO2): $40k-35k, partially offsetting higher initial cost.
Step 4: Vendor Shortlist & System Integration
Beyond specifications, evaluate the vendor's ability to integrate control systems, optimize cutting parameters, and provide upgrade paths. For example, manufacturers like OPMT Laseroffer adaptive cutting control and modular power upgrades that help future-proof your investment and reduce gas consumption by 15-25% in real production.
- Request parameter libraries for your materials
- Confirm CNC compatibility (Cypcut, Beckhoff, Siemens) and post-processor support
- Check upgrade paths: power modules, automation, assist gas systems
- Evaluate software features: nesting optimization, material database, reporting
Selection Checklist
Pre-Purchase Tasks
- Completed material analysis (12 months data)
- Calculated production volume requirements
- Determined maximum material thickness
- Established budget (initial + 5-year TCO)
- Verified facility electrical capacity
Vendor Evaluation Tasks
- Shortlisted 3-5 vendors
- Completed vendor scoring matrix
- Requested test cuts with actual materials
- Verified service network and parts availability
- Reviewed warranty terms and conditions
Pro Tip
Request a test cut with your actual materials before finalizing your purchase. This reveals real-world performance and helps validate specifications. Most reputable vendors offer this service free of charge.
Real-World Application Scenarios
The following scenarios demonstrate how to apply the selection framework to common fabrication requirements. All technical data is based on manufacturer specifications and industry standards.
Scenario 1: High-Speed Carbon Steel Fabrication
Application Requirements
- • Material: Carbon steel (mild steel), primarily 3mm thickness
- • Production Volume: 500 parts/day, single shift operation
- • Part Complexity: Brackets, enclosures, average perimeter 1.2m
- • Quality Requirements: Standard edge quality (ISO 9013 Range 2)
- • Budget: $120,000-150,000 equipment budget
Recommended Equipment
Laser Type: Fiber laser (1070nm wavelength)
Power Level: 6kW
Work Area: 3000mm × 1500mm
Expected Performance: 12 m/min cutting speed for 3mm carbon steel
Technical Rationale
Data Source: Trumpf TruLaser speed tables (2024)
Cutting Time: ~6 seconds per part (1.2m perimeter ÷ 12 m/min)
Daily Capacity: 3,600 parts potential (60% utilization = 2,160 parts)
Assist Gas: Oxygen at 0.8-1.2 bar (cost-effective for carbon steel)
Selection Result: 6kW fiber laser provides excellent throughput for 3mm carbon steel with single-shift capacity exceeding requirements. The 12 m/min cutting speed (based on Trumpf specifications) enables 500 parts/day at 60% utilization, leaving headroom for thicker materials or production growth. Alternative: 3kW system at 6-8 m/min would require near-100% utilization.
Scenario 2: Precision Stainless Steel (Nitrogen Cutting)
Application Requirements
- • Material: Stainless steel 304/316, 3-6mm thickness range
- • Edge Quality: Oxide-free edges required (food processing equipment)
- • Production Volume: 200 parts/day, precision work
- • Quality Requirements: High quality (ISO 9013 Range 1)
- • Budget: $150,000-180,000 plus nitrogen supply
Recommended Equipment
Laser Type: Fiber laser with nitrogen cutting capability
Power Level: 6kW (nitrogen requires 30-50% more power than oxygen)
Work Area: 3000mm × 1500mm
Expected Performance: 2.5 m/min for 6mm stainless steel with nitrogen
Technical Rationale
Data Source: Bystronic ByStar process parameters (2023)
Gas System: High-pressure nitrogen delivery (16-20 bar)
Operating Cost: Nitrogen at $0.50-0.80/m³ (5-10x oxygen cost)
Edge Quality: Oxide-free, no secondary processing required
Selection Result: 6kW fiber laser with nitrogen cutting capability meets food-grade edge quality requirements. Based on Bystronic ByStar specifications, 2.5 m/min cutting speed for 6mm stainless steel enables 200 parts/day with precision quality. Higher operating costs ($30-40/hour vs $15-20 with oxygen) are justified by elimination of edge grinding and oxide-free finish required for food processing applications.
Scenario 3: Aluminum Batch Production
Application Requirements
- • Material: Aluminum 5052/6061, 3mm thickness
- • Production Volume: 300 parts/day, batch production
- • Challenge: Aluminum high reflectivity at 1070nm wavelength
- • Quality Requirements: Standard quality, clean edges
- • Budget: $140,000-170,000
Recommended Equipment
Laser Type: Fiber laser 6kW+ (high power required for reflective materials)
Power Level: 6kW minimum (aluminum requires 2-3x power vs steel)
Work Area: 3000mm × 1500mm
Expected Performance: 5 m/min for 3mm aluminum with nitrogen
Technical Rationale
Data Source: Power Calculator formula + material absorption data
Absorption Efficiency: 15-25% for aluminum at 1070nm (vs 25-35% for steel)
Power Requirement: 6kW enables reliable cutting, 3kW insufficient
Assist Gas: Nitrogen required (prevents oxidation, eliminates dross)
Selection Result: 6kW fiber laser is minimum power for reliable 3mm aluminum cutting. Based on absorption efficiency data (Steen & Mazumder "Laser Material Processing"), aluminum's high reflectivity at 1070nm requires 50-70% more power than equivalent steel thickness. The 5 m/min cutting speed enables 300 parts/day at 70% utilization. 3kW systems struggle with aluminum reliability; 12kW systems are overkill for 3mm. Nitrogen assist gas essential for clean edges and dross-free cutting.
Data Sources for Technical Scenarios:
- Scenario 1: Trumpf TruLaser speed tables (2024) for carbon steel cutting speeds
- Scenario 2: Bystronic ByStar process parameters (2023) for stainless steel nitrogen cutting
- Scenario 3: Material absorption efficiency from Steen & Mazumder "Laser Material Processing" (2010) and LaserSpecHub Power Calculator methodology
All scenarios represent typical industrial applications. Actual performance may vary ±15-25% based on material condition, equipment configuration, and operator skill. Always request test cuts from equipment vendors before final purchase decisions.
Use Our Selection Tools
Laser Type Wizard
Get personalized laser type recommendations based on your materials
Equipment Database
Browse and filter laser cutting machines by specifications
Comparison Tool
Compare multiple machines side-by-side
Power Selection Guide
Detailed guide to choosing laser power levels
CO2 vs Fiber Comparison
Comprehensive technology comparison
Cutting Time Calculator
Calculate cutting times for your parts