Why Metals Reflect Long Wavelengths
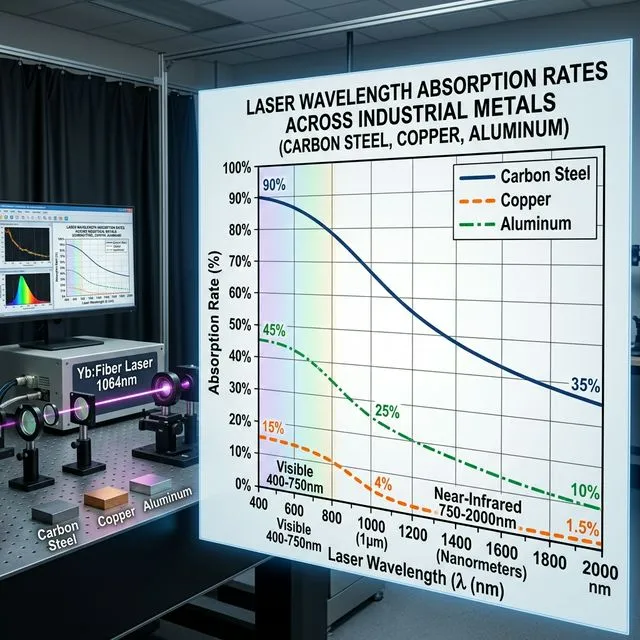
Metals contain free electrons that respond to electromagnetic radiation. At long wavelengths (CO2's 10.6μm), these electrons oscillate efficiently and re-radiate the energy as reflection. At shorter wavelengths (fiber's 1.06μm), electron response time cannot match the rapid oscillations, causing energy absorption instead of reflection. This is why fiber lasers around 1064-1070nm couple more energy into steel than CO2 lasers at 10600nm, even though the exact absorption changes with surface condition and temperature.
Temperature Dependence of Absorption
Absorption rates increase with temperature. Cold aluminum at room temperature absorbs ~8% of 1064nm radiation, but once heated to 400-600°C during cutting, absorption increases to 15-25%. This is why aluminum cutting requires high-power fiber lasers—initial breakthrough is difficult (low absorption), but once material heats up, cutting becomes more efficient. This also explains why piercing aluminum is more challenging than continuous cutting.
Surface Finish Impact
Polished metal surfaces reflect more than oxidized or rough surfaces. Mill scale (oxide layer) on hot-rolled steel absorbs 30-40% more laser energy than clean cold-rolled steel. This is why cutting rusty or oxidized materials is often easier than cutting pristine material. Some fabricators intentionally use light surface oxidation (via chemical treatment or controlled rust) to improve fiber laser absorption on aluminum and copper.
Wavelength Selection Strategy
Primary Material Rule: Choose wavelength optimized for your highest-volume material (typically 70%+ of work). Accept compromises on secondary materials or outsource them. A fiber laser optimized for steel will struggle with aluminum, but if aluminum is only 10% of volume, this is acceptable. Conversely, trying to cut steel with a CO2 laser (optimized for non-metals) results in 10x slower speeds and uneconomical operation.
Multi-Material Shops: If no single material dominates (e.g., 40% steel, 40% aluminum, 20% acrylic), consider dual-laser solution or hybrid systems. Total cost of two specialized lasers (fiber + CO2) is often lower than attempting one "compromise" solution that performs poorly on all materials. Calculate based on throughput requirements and material-specific absorption rates.