Understand and achieve optimal edge quality with ISO 9013 standards. Compare quality grades, identify defects, and learn improvement methods for laser cutting excellence.
ISO 9013:20174 Quality GradesDefect SolutionsUpdated 2025-11-02Last reviewed: 2026-05-12Source type: ISO 9013 + defect diagnosis referenceApplicable range: quality troubleshooting before process change
Understanding Edge Quality
Edge quality in laser cutting is defined by multiple parameters per ISO 9013:2017 international standard. Each quality grade (1-4) specifies tolerance ranges for perpendicularity, roughness, dross, and other characteristics.
Perpendicularity
Measures how vertical the cut edge is. Critical for welding and assembly. Grade 1: ±0.05mm, Grade 4: ±0.50mm.
Molten material re-solidified on bottom edge. Unacceptable in Grade 1, moderate amounts OK in Grade 4.
HAZ
Heat Affected Zone - material property changes from thermal input. Minimize for structural integrity.
ISO 9013 Quality Classification
Grade 1 (Precision)
Highest quality - precision cutting with near-mirror finish
1
Perpendicularity
±0.05mm
Roughness
Ra 1.6-3.2 μm
Cost Factor
1.8x standard
Speed
slow
Applications: Precision mechanical parts, Medical devices and instruments +4 more
Open View details
Grade 2 (Fine)
High quality with excellent edge finish
2
Perpendicularity
±0.15mm
Roughness
Ra 3.2-6.3 μm
Cost Factor
1.3x standard
Speed
medium
Applications: Automotive parts, Electronic enclosures +4 more
Open View details
Grade 3 (Standard)
Production quality - acceptable for most applications
3
Perpendicularity
±0.30mm
Roughness
Ra 6.3-12.5 μm
Cost Factor
1.0x (baseline)
Speed
fast
Applications: Construction hardware, Mechanical frames +4 more
Open View details
Grade 4 (Economy)
Rough cutting for non-critical applications
4
Perpendicularity
±0.50mm
Roughness
Ra 12.5-25 μm
Cost Factor
0.6x standard
Speed
very fast
Applications: Construction site temporary parts, Raw material blanking +4 more
Open View details
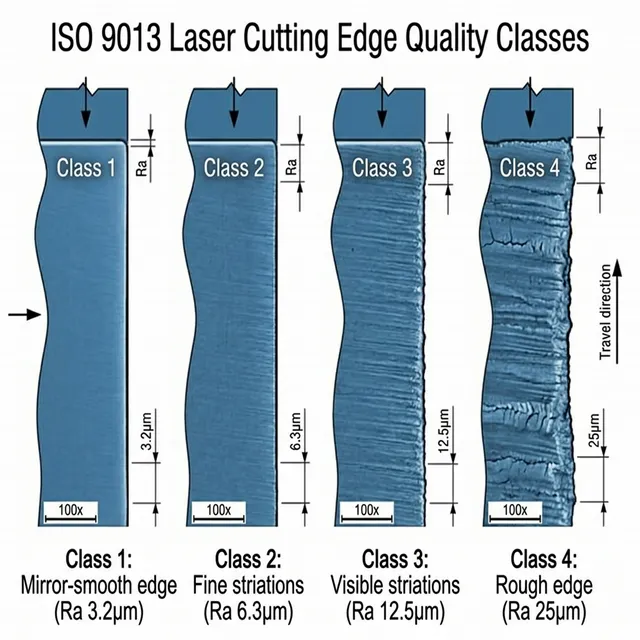
Edge Profile Comparison
Visual cross-sectional comparison of edge profiles across quality grades. Click on any grade to see detailed characteristics.
Grade 1 (Precision)
Roughness:Rz5 10-20 μm
Dross:None
Grade 2 (Fine)
Roughness:Rz5 20-40 μm
Dross:Minimal/trace amounts
Grade 3 (Standard)
Roughness:Rz5 40-100 μm
Dross:Small amount acceptable
Grade 4 (Economy)
Roughness:Rz5 100-160 μm
Dross:Moderate amount
Understanding Roughness Measurements (Ra vs Rz5)
ISO 9013:2017 uses Rz5 (Mean Height of Profile) as the primary roughness metric for thermal cutting quality classification. Understanding the difference between Ra and Rz5 is critical for proper quality specification.
Ra (Arithmetic Average)
Definition: Average of absolute values of profile heights over evaluation length
Measurement: Most common roughness parameter, easy to measure with contact profilometer
Typical Use: General surface finish specification, machining quality control
Rz5 (Mean Height)
Definition: Average of 5 largest peak-to-valley heights within sampling length
Measurement: ISO 9013:2017 primary metric for thermal cutting edge quality
•ISO 9013:2017 uses Rz5 as the primary roughness metric for thermal cutting quality classification
•Rz5 captures extreme variations better than Ra, making it more suitable for laser cutting with striations
•Both metrics are valid - Ra is more common in general manufacturing, Rz5 is standard for thermal cutting
•Rough conversion: Rz5 values are typically 5-8 times larger than Ra values for the same surface
•Always specify which metric when communicating quality requirements to avoid confusion
Thickness-Dependent Tolerances
Perpendicularity tolerances vary by material thickness per ISO 9013:2017. Thicker materials require looser tolerances due to increased beam divergence and heat accumulation.
Perpendicularity Tolerance by Material Thickness
Chart Interpretation: As material thickness increases, perpendicularity tolerances become looser (higher values) for all grades. Thicker materials are more challenging to cut with perfect perpendicularity due to increased heat accumulation and beam divergence through the material.
Thickness Range
Grade 1 (Precision)
Grade 2 (Fine)
Grade 3 (Standard)
Grade 4 (Economy)
0.5 - 3mm
±0.05mm
±0.10mm
±0.20mm
±0.40mm
3 - 10mm
±0.05mm
±0.15mm
±0.30mm
±0.50mm
10 - 20mm
±0.08mm
±0.20mm
±0.40mm
±0.70mm
20 - 32mm
±0.10mm
±0.25mm
±0.50mm
±0.90mm
Thickness Impact
• Thicker materials = looser tolerances
• Grade 1 tolerance increases 2x from thin to thick
• Grade 4 tolerance increases 2.25x
• Above 20mm, consider alternative processes for Grade 1
Best Practices
• Specify grade AND thickness in requirements
• Use multiple passes for thick + Grade 1
• Verify perpendicularity at process qualification
• Consider material type alongside thickness
Material-Specific Quality Guidelines
Different materials achieve different quality grades with varying difficulty. This matrix shows which grades are easily achievable for common laser cutting materials.
Material
Grade 1 (Precision)
Grade 2 (Fine)
Grade 3 (Standard)
Grade 4 (Economy)
Difficulty
Mild Steel
Hard
Possible
Easy
Always
Easy
Stainless Steel 304/316
Possible
Easy
Easy
Always
Medium
Aluminum 5052/6061
Possible
Easy
Easy
Always
Medium
Copper/Brass
Hard
Possible
Easy
Always
Difficult
Titanium
Possible
Easy
Easy
Always
Medium
Galvanized Steel
Hard
Possible
Easy
Always
Easy
Matrix Legend
Achievability Indicators:
Easy
Readily achievable with standard parameters
Possible
Achievable with optimized parameters
Hard
Difficult, requires special techniques
Overall Difficulty:
EasyStandard laser cutting, minimal challenges
MediumRequires specific gas/parameters
DifficultChallenging due to material properties
Easy to Cut
Mild Steel: Excellent with oxygen assist. Grade 2-3 readily achievable with standard parameters.
Requires Care
Stainless & Aluminum: Need nitrogen for Grade 1-2. Oxidation and reflectivity concerns.
Challenging
Copper/Brass: High thermal conductivity and reflectivity. Fiber laser preferred.
International Standards Comparison
Edge quality standards vary globally. Compare ISO 9013, AWS D1.1, EN 1090, and JIS B0417 to understand regional requirements and grade equivalents.
Standard
Region
Grade 1 Equivalent
Grade 2 Equivalent
Grade 3 Equivalent
Grade 4 Equivalent
Details
ISO 9013:2017
ISO 9013:2017 Thermal Cutting - Classification of thermal cuts
International
Grade 1
Grade 2
Grade 3
Grade 4
AWS D1.1
AWS D1.1 Structural Welding Code - Steel
North America
N/A
Acceptable for welding
May require prep
Requires preparation
EN 1090
EN 1090 Execution of steel structures
Europe
EXC4
EXC3
EXC2
EXC1
JIS B0417
JIS B0417 Laser processing machines - Vocabulary
Japan
Class A
Class B
Class C
Class D
Global Standards Overview
1
ISO 9013:2017 is the primary international standard for thermal cutting quality classification worldwide
2
AWS D1.1 focuses on weldability rather than cutting quality, common in North American structural steel
3
EN 1090 covers entire fabrication process with execution classes, required for CE marking in Europe
4
JIS B0417 is widely used in Asia-Pacific region and generally compatible with ISO standards
Important Considerations
•Not directly interchangeable: Grade equivalents are approximate, not exact conversions
•Specify the standard: Always reference which standard applies to your project requirements
•Regional requirements: Some regions mandate specific standards for compliance (e.g., CE marking)
•Customer specifications: Customer drawings may reference any of these standards
•Welding vs cutting: AWS focuses on weldability, ISO on cutting quality - different priorities
Quality requirements vary significantly by industry sector. Aerospace demands Grade 1, while construction typically accepts Grade 3. Understand typical and minimum grades by application.
03Automotive: Grade 2 for structural, Grade 3 for non-critical parts
04Construction: Grade 3 standard, focus on weldability and cost efficiency
Best Practices by Industry
Match Quality to Application
Don't over-specify quality grades. Use Grade 1 only when truly necessary (aerospace, medical). Grade 2-3 is sufficient for 90% of industrial applications.
Document Requirements Clearly
Specify grade, standard (ISO/AWS/EN), and critical parameters on drawings. Include inspection frequency and acceptance criteria to avoid disputes.
Consider Post-Processing
If parts will be welded, coated, or machined, factor this into quality requirements. Grade 3 edges may be acceptable if subsequent operations will modify the edge.
Balance Cost and Quality
Grade 1 costs 80% more than Grade 3. Analyze which parts truly need premium quality versus where standard quality is acceptable.
Edge Preparation for Welding
Welding process requirements dictate minimum edge quality. TIG welding requires Grade 1-2, while stick welding accepts Grade 3-4. Match cutting quality to your welding process.
2.Dross removal is mandatory: Even for forgiving processes, loose dross causes porosity
3.Oxide-free for stainless: Use nitrogen cutting or clean edges before welding stainless steel
4.Perpendicularity matters: Poor perpendicularity causes fit-up issues and incomplete fusion
Common Mistakes to Avoid:
Using oxygen-cut edges for TIG welding stainless steel
Ignoring dross on bottom edge - causes weld defects
Over-specifying quality when Grade 3 is sufficient
Skipping edge inspection before critical welds
Quick Reference: Cutting Quality for Welding
Grade 1
TIG, Laser, E-Beam
Grade 2
MIG/MAG, Resistance
Grade 3
Stick, Flux-Core
Grade 4
Requires prep work
2026 Shift in ISO 9013 Ra Measurement
Optical 3D scanning detects micro-striations that traditional stylus profilometers miss on thin materials.
Historically, ISO 9013 Surface Roughness (Ra/Rz5) was measured utilizing physical stylus profilometers dragging across the cut edge. However, by 2026, Optical 3D Laser Scanning Microscopes (e.g., Keyence VK-X series) have entirely dominated high-end fabrication floors.
Because laser cut striations on thin sheet metal (≤3mm) are incredibly dense, physical diamond styluses often fail to drop completely into the narrow valleys of the striation lines, artificially inflating the "smoothness" score. Non-contact 3D laser scanning guarantees absolute compliance with aerospace/medical tolerances where a true Class 1 (Ra ≤ 3.2μm) edge is legally required prior to welding.
Visual Defect Identification Guide
Identify common edge defects with visual diagrams. Click on any defect to see causes and solutions.
Dross/Slag Attachment
major
Excessive Striations (Drag Lines)
minor
Edge Burning/Oxidation
major
Non-Perpendicular Cut (Taper)
critical
Kerf Width Variation
major
Micro-Cracks at Edge
critical
Burr Formation
minor
How to use: Click on any defect card to see detailed causes and solutions. The diagrams show cross-sectional views of the cut edge with the defect highlighted. Severity levels indicate the impact on part quality and functionality.
Quality Inspection Checklist
Step-by-step quality verification process. Use this interactive checklist to ensure comprehensive edge quality inspection per ISO 9013:2017 requirements.
Inspection Progress
0 / 8 Steps Complete
1
Visual Inspection
Method: Naked eye and magnifying glass
Every part or 100% sampling10x magnifier, adequate lighting
2
Dross Height
Method: Go/no-go gauge or scraper test
Every part or statistical samplingDross gauge, scraper
3
Perpendicularity
Method: Dial indicator or square measurement
First article, then every 50 parts or shiftDial indicator, engineer's square, CMM
4
Surface Roughness (Ra/Rz5)
Method: Contact or optical profilometer
Sample basis: 1 per batch or process validationSurface profilometer (Mitutoyo, Mahr, etc.)
5
Dimensional Accuracy
Method: Caliper or CMM measurement
First article, then sampling per quality planDigital caliper, CMM, optical comparator
6
Kerf Width Consistency
Method: Measure kerf at multiple locations
Process validation and troubleshootingOptical microscope or caliper
7
Heat Affected Zone
Method: Metallographic cross-section
Initial qualification, then periodic auditMicroscope, etching chemicals, polishing equipment
8
Burr Height
Method: Tactile inspection and measurement
Every part for safety and assembly concernsMicrometer, burr gauge
Inspection Guidelines
Inspection Sequence:
1.Visual first: Quick check for obvious defects before detailed measurements
2.Dross check: Easy to verify, determines if part needs rework
3.Dimensional: Verify perpendicularity and dimensions meet tolerances
4.Roughness: Sample-based, not every part unless Grade 1 required
5.Metallurgical: Only for qualification or critical aerospace/medical parts
Best Practices:
First article inspection: Complete all steps for first part of new setup
Statistical sampling: Use sampling plans for production runs
Document results: Record measurements for traceability
Calibrated equipment: Ensure all measurement tools are calibrated
Trained inspectors: Personnel should understand acceptance criteria
Inspection Equipment Reference
Basic Tools:
• 10x magnifying glass
• Digital caliper (±0.01mm)
• Engineer's square
• Dross gauge/scraper
Precision Tools:
• Dial indicator
• Surface profilometer
• Optical microscope
• CMM (Coordinate Measuring Machine)
Lab Equipment:
• Metallographic microscope
• Polishing/etching equipment
• Hardness tester
• Optical comparator
Quality Measurement Methods
Parameter
Method
Standard
Frequency
Surface Roughness (Ra)
Contact or optical profilometer
ISO 4287
Sample-based QC or every batch
Perpendicularity
Dial indicator or CMM measurement
ISO 9013
First article and periodic checks
Dross Height
Visual inspection and go/no-go gauge
ISO 9013
Every part or sampling
Heat Affected Zone
Metallographic cross-section analysis
Microscopy per ASTM E3
Qualification and periodic audits
Kerf Width
Optical microscope or caliper
Company specification
First article and process control
Quality Optimization Tips
Match Quality to Application
Don't over-specify. Grade 3 is sufficient for 80% of applications. Reserve Grade 1 for precision parts where tolerances matter. Using Grade 1 for everything increases costs 80% unnecessarily.
Optimize Gas Selection
Nitrogen produces Grade 1-2 quality on stainless steel but costs 3x more than oxygen. For carbon steel structural parts (Grade 3 acceptable), oxygen saves 60% on gas costs.
Monitor and Control Variables
Quality consistency requires controlling: material flatness, lens cleanliness, gas pressure, nozzle condition, and focus position. Check these daily for Grade 1-2 work.
Document Your Parameters
Create a parameter library for each material/thickness/grade combination. Once optimized, document speeds, powers, gas settings. Reduces setup time and ensures repeatability.
Quality vs Cost Trade-offs
Grade
Speed
Gas Cost
Total Cost
Best Use
Grade 1
Slow (-50%)
High N₂
1.8x
Critical precision parts only
Grade 2
Medium (-30%)
Medium N₂
1.3x
High-quality production
Grade 3
Fast (baseline)
Low O₂/Air
1.0x
Standard production (most common)
Grade 4
Very Fast (+20%)
Very Low
0.6x
Rough blanking, non-critical
When Edge Quality Drops: 5 Root Causes & Fixes
1. Excessive Dross / Burr Formation
Symptoms: Metal beads adhering to bottom edge, rough touch feel.
Fix: Increase gas pressure by 1-2 bar. Check nozzle alignment (should be <0.02mm off-center). Reduce speed by 5-10%. For nitrogen cutting, ensure purity > 99.95%. Replace worn nozzle — deformed nozzles cause asymmetric gas flow, the #1 cause of one-sided dross.
2. Striation Lines (Surface Roughness Ra Too High)
Symptoms: Visible parallel lines on cut face, Ra exceeding class target.
Fix: Reduce cutting speed by 15-25% (the most impactful parameter for Ra). Verify focus position — shift 0.5mm toward material surface for smoother cuts. On thick plate (> 10mm), switch from CW to pulse mode at 500-1000Hz for reduced striation depth.
3. Perpendicularity / Taper Issues
Symptoms: Cut angle > specification, wider at bottom or top.
Fix: Top-wider taper: focus is too high, lower by 0.5-1mm. Bottom-wider taper: focus is too low, raise by 0.5-1mm. Also check beam centering through the nozzle using tape test — misalignment > 0.05mm causes systematic taper on all cuts.
4. Heat-Affected Zone (HAZ) Too Wide
Symptoms: Discoloration > 0.5mm from edge, hardness changes in adjacent material.
Fix: Increase cutting speed (reduces energy input per mm). Use nitrogen instead of oxygen to eliminate exothermic oxidation heat. For stainless steel, use high-pressure N₂ (14-20 bar) to maximize cooling. Consider pulsed cutting mode for heat-sensitive materials.
5. Inconsistent Quality Between Parts
Symptoms: First parts perfect, later parts degrade; or quality varies by sheet position.
Fix: Check protective window for contamination (replace if burned spots visible). Verify material flatness — warped sheets change standoff distance. Monitor gas supply pressure during long runs (bottles dropping below minimum cause quality degradation). Check chiller temperature stability (±0.5°C target).
How to Achieve ISO 9013 Class 1 Quality
Class 1 (Ra ≤ 3.2μm) is the highest quality grade, required for aerospace, medical, and precision mechanical components. Achieving it consistently requires systematic parameter optimization.
Parameter Requirements
• Speed: 40-60% of maximum rated speed
• Gas: Nitrogen, 99.999% purity, 14-20 bar
• Focus: -0.5 to -1mm below surface
• Nozzle: 2.0-2.5mm, replaced every 200 pierces
• Power: CW mode, 80-90% of max
Verification Steps
1. Cut test coupon at target parameters
2. Measure Ra with profilometer at 3 points
3. Check perpendicularity with precision square
4. Inspect for micro-burr under 10× magnification
5. Document parameters for production repeatability
How do you fix hard dross on the bottom of a laser cut?
Hard dross is caused by incomplete melt ejection. To fix this, first verify the nozzle is perfectly centered. Then, simply increase the assist gas pressure by 1-2 bar. If dross is isolated to only one side of the part, immediately replace the nozzle as it has a micro-deformation.
What is ISO 9013 Class 1 edge quality?
ISO 9013 Class 1 is the highest standard for thermal cutting. It dictates an edge roughness (Ra) of ≤ 3.2μm and strict perpendicularity tolerances. It produces a nearly mirror-smooth edge suitable for direct precision assembly without any secondary grinding.
Why are there heavy vertical striation lines on my laser cut edge?
Heavy striation lines mean your Surface Roughness (Ra) has spiked. This is most commonly caused by cutting too fast, meaning the laser beam "drags" behind the programmed path. Reduce cutting speed by 15-25% to severely reduce striation depth.
Is oxygen or nitrogen better for edge quality on carbon steel?
Nitrogen yields the highest continuous edge quality on carbon steel because it prevents any oxidation, leaving a clean, silvery edge. Oxygen triggers an exothermic reaction which cuts much faster and cheaper, but leaves a small black oxide layer that must be removed before painting or welding.
Data Disclaimer: This edge quality data is based on ISO 9013:2017 international standard and industry best practices, for reference only. Actual quality grades and acceptance criteria depend on specific application requirements, customer specifications, and industry standards. Always refer to applicable standards and customer drawings. Data last updated: 2025-11-02.