Need help applying this guide to a real purchase or process setup?
Send your material, thickness, machine power, budget, or supplier question. We can help translate the guide into practical next steps.
By LaserSpecHub Engineering Team
Content reviewed and updated March 2026
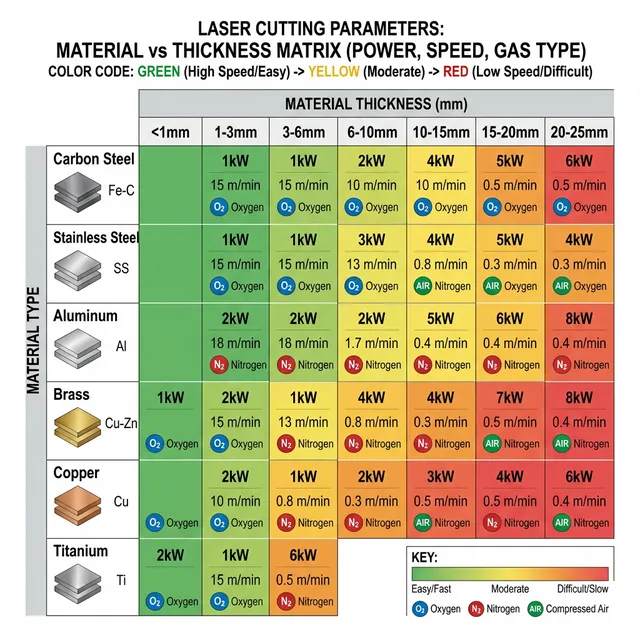
Laser Cutting Parameters by Material & Thickness
Material vs thickness parameter matrix: power, speed, and gas type for 6 materials
Compiled based on process manuals from mainstream laser equipment manufacturers such as TRUMPF, Bystronic, Amada, and Mazak. Covers recommended cutting parameters for common materials like carbon steel, stainless steel, and aluminum alloy at different powers and thicknesses.
Last reviewed: 2026-05-12Source type: compiled manufacturer process manualsApplicable range: starting parameters before test cutsPrimary intent page: material parameter database
Database comparison
Laser Cutting Parameter Database Comparison
This table is a versioned comparison database for speed, power, assist gas pressure, nozzle, and focus settings across common sheet metals. It is intended for quoting, process planning, and first article setup, not as a locked production recipe.
Version and applicability
Version 2.0.0; applies to starting parameters before test cuts for mainstream fiber laser systems and clean, flat sheet stock.
Expected field tolerance: ±10-15%
Adjust speed, gas pressure, and focus after test cuts when material batch, surface scale, nozzle condition, or beam delivery differs from the reference setup.
Validate before production
Use the database to shortlist settings, then verify edge quality, dross, taper, and pierce stability on your actual machine.
• Cutting speed decreases non-linearly as thickness increases
• Higher power enables faster speeds across all thicknesses
• Speed advantage of higher power is more pronounced in thicker materials
• Thin materials (1-3mm) can be cut very fast even with moderate power
Quick Parameter Finder
Select material, power, and thickness to instantly find recommended cutting parameters
Select material, power, and thickness to view parameters
Understanding Material-Specific Parameters
Carbon Steel Cutting Characteristics
Carbon steel remains the most common material in laser cutting operations, accounting for over 60% of industrial cutting applications. Its favorable laser absorption characteristics and oxygen-assist cutting capability make it economical to process. However, understanding the nuances between different carbon steel grades is crucial for optimal results.
For mild steel (Q235, SPCC), oxygen-assist cutting provides the fastest speeds and lowest operating costs. The exothermic reaction between oxygen and iron contributes additional energy, allowing higher cutting speeds than nitrogen cutting. For example, a 3kW fiber laser cutting 6mm mild steel achieves 3.5 m/min with oxygen versus 2.2 m/min with nitrogen. However, oxygen cutting produces an oxide layer requiring post-processing for applications demanding clean edges.
High-carbon steels (>0.3% carbon) require more careful parameter control due to potential hardening in the heat-affected zone. Reducing cutting speed by 15-20% and using nitrogen instead of oxygen often produces better results, especially for tooling and precision parts where edge hardness variation is problematic.
Stainless Steel Complexity
Stainless steel presents unique challenges due to its low thermal conductivity and high reflectivity. Heat accumulation during cutting can cause edge oxidation and warping if parameters aren't optimized. The choice between nitrogen and air assist significantly impacts both quality and operating costs.
For austenitic stainless (304, 316), nitrogen cutting at 10-18 bar produces oxide-free edges critical for food processing, medical, and architectural applications. Air cutting offers 80% cost savings but produces slight oxidation acceptable for structural applications. Advanced parameter optimization and adaptive control systems can automatically adjust parameters real-time based on material feedback, ensuring consistent quality across varying material conditions while minimizing gas consumption by 15-25%.
Duplex stainless steels require 20-30% lower cutting speeds than austenitic grades due to higher strength. The parameter tables provide baseline values, but field optimization through test cuts is recommended for critical applications.
Aluminum Alloy Challenges
Aluminum cutting represents one of the most technically demanding applications in fiber laser cutting. High reflectivity (particularly at 1.06μm wavelength) and high thermal conductivity require higher power density and precise parameter control to achieve reliable results.
Key parameters for aluminum success include: (1) Higher power requirement - typically 30-40% more power than equivalent steel thickness; (2) Nitrogen pressure 12-18 bar minimum to prevent oxidation and ensure clean cuts; (3) Larger nozzle standoff(0.8-1.2mm) to manage melt ejection; (4) Focus position optimization - typically -2 to -4mm for thick aluminum to maximize power density penetration.
Different aluminum alloys vary significantly. Pure aluminum (1xxx series) cuts easily but tends to produce more dross. 5xxx series marine-grade aluminum cuts cleanly with proper parameters. 6xxx series architectural aluminum requires careful speed control to avoid burning. 7xxx series aerospace aluminum demands the most careful parameter optimization due to high strength and crack sensitivity.
Power-Thickness Relationships
Understanding the power-thickness relationship is fundamental to effective parameter selection. The relationship is not linear but follows a complex curve influenced by material properties, desired cutting speed, and quality requirements.
For steel cutting, the rule of thumb suggests 1kW per 3-4mm thickness for economic cutting speeds (2-4 m/min). However, this dramatically shifts at thickness extremes. Thin materials (0.5-2mm) can be cut very fast with lower power, where a 1kW laser achieves 15-25 m/min. Thick materials (20mm+) require disproportionately high power - cutting 25mm steel economically demands 12-15kW, not the 7-8kW that linear scaling would suggest.
This non-linearity stems from heat dissipation dynamics. In thin materials, heat quickly dissipates through conduction, requiring high power density but brief dwell time. In thick materials, heat accumulation helps cutting, but the deeper kerf requires sustained high power to maintain melt pool dynamics throughout the thickness.
Ultra-High Power Dynamics (20kW - 30kW+)
30kW fiber laser cleanly slicing 35mm carbon steel using compressed air assist
The introduction of 20kW to 30kW+ fiber lasers has fundamentally rewritten the rules for thick plate processing in 2026. Traditional parameters simply scaling linearly do not apply at these profound power densities.
Negative Focus Shifts: With ultra-high power, the focal position is shifted dramatically deep into the material (often -8mm to -15mm for 30mm+ plates) to maintain a wide enough kerf at the bottom, ensuring molten slag can be effectively blown out.
Assist Gas Paradigms: While mid-power lasers (6kW-12kW) rely on oxygen for thick carbon steel to utilize its exothermic reaction, 30kW lasers generate so much raw optical energy that the exothermic boost is no longer needed. Consequently, facilities now use Air or Nitrogen to cut 20mm-30mm carbon steel at blistering speeds, abandoning oxygen entirely to achieve perfectly clean, oxide-free edges that can be welded or painted immediately without secondary grinding.
Parameter Optimization Methodology
The parameters in this guide provide tested starting points, but optimal parameters for your specific equipment, material supply, and quality requirements require systematic optimization. A structured approach yields the best results:
Baseline Establishment: Start with table values at mid-range for thickness and power
Speed Optimization: Increase speed in 10% increments until quality degrades, then back off 15%
Pressure Tuning: Adjust gas pressure ±2 bar to optimize melt ejection and edge quality
Focus Refinement: Test focus positions in 0.5mm steps across ±2mm range
Documentation: Record all successful parameters with material batch information
Advanced users should implement Design of Experiments (DOE) methodology for multi-parameter optimization. This statistical approach efficiently explores parameter space and identifies optimal combinations faster than sequential single-variable testing.
Material Batch Variation Impact
One of the most underestimated factors in parameter optimization is material batch variation. Even from the same supplier with identical specifications, batches can vary in: surface condition (mill scale, rust, oil), chemical composition within spec tolerance, grain structure from rolling process, and internal stress distribution.
These variations can cause 10-20% fluctuation in optimal cutting speed. Professional shops maintain parameter libraries by material supplier and batch code. When changing material batches, always perform test cuts before production runs, even with seemingly identical specifications.
Galvanized and pre-coated steels present additional complexity. Zinc coating burns off during cutting, affecting gas dynamics and requiring modified nozzle standoff. Pre-painted materials require reduced power to avoid burning paint beyond cut edge. These materials typically need 15-25% speed reduction compared to bare steel.
Mild Steel (Carbon Steel)
Assist Gas: Oxygen (O₂) | Purity: ≥99.5%
Thickness (mm)
Cutting Speed (m/min)
Gas Pressure (bar)
Nozzle Diameter (mm)
Focus Position (mm)
Notes
1
3.8
0.3
ø 1
0
-
2
2.2
0.4
ø 1.2
-0.5
-
3
1.6
0.5
ø 1.4
-1
-
4
1.2
0.5
ø 1.5
-1
-
5
0.9
0.6
ø 1.5
-1.5
-
Thickness: 1 mm
Cutting Speed:3.8 m/min
Gas Pressure:0.3 bar
Nozzle Diameter:ø 1 mm
Focus Position:0 mm
Thickness: 2 mm
Cutting Speed:2.2 m/min
Gas Pressure:0.4 bar
Nozzle Diameter:ø 1.2 mm
Focus Position:-0.5 mm
Thickness: 3 mm
Cutting Speed:1.6 m/min
Gas Pressure:0.5 bar
Nozzle Diameter:ø 1.4 mm
Focus Position:-1 mm
Thickness: 4 mm
Cutting Speed:1.2 m/min
Gas Pressure:0.5 bar
Nozzle Diameter:ø 1.5 mm
Focus Position:-1 mm
Thickness: 5 mm
Cutting Speed:0.9 m/min
Gas Pressure:0.6 bar
Nozzle Diameter:ø 1.5 mm
Focus Position:-1.5 mm
Important Notes
•Oxygen cutting provides fast speeds but produces oxide layer on cut edge
•Suitable for parts requiring subsequent welding or coating
•Best results with low-carbon steel (Q235, SPCC, A36)
•Requires higher gas pressure (10-20 bar) for clean cuts
•Suitable for 304, 316, and other austenitic stainless steel grades
Stainless Steel (Air Cutting)
Assist Gas: Compressed Air | Purity: Filtered, oil-free
Thickness (mm)
Cutting Speed (m/min)
Gas Pressure (bar)
Nozzle Diameter (mm)
Focus Position (mm)
Notes
1
6
10
ø 1
0
Minimal oxidation
2
3.5
12
ø 1.2
-0.5
Light edge discoloration
3
2.5
14
ø 1.5
-1
Visible oxidation
Thickness: 1 mm
Cutting Speed:6 m/min
Gas Pressure:10 bar
Nozzle Diameter:ø 1 mm
Focus Position:0 mm
Minimal oxidation
Thickness: 2 mm
Cutting Speed:3.5 m/min
Gas Pressure:12 bar
Nozzle Diameter:ø 1.2 mm
Focus Position:-0.5 mm
Light edge discoloration
Thickness: 3 mm
Cutting Speed:2.5 m/min
Gas Pressure:14 bar
Nozzle Diameter:ø 1.5 mm
Focus Position:-1 mm
Visible oxidation
Important Notes
•Air cutting offers 80% cost savings compared to nitrogen
•Produces slight edge oxidation acceptable for structural applications
•Requires higher power (typically 20-30% more than nitrogen cutting)
•Not recommended for food processing, medical, or high-aesthetic applications
Aluminum Alloy
Assist Gas: Nitrogen (N₂) | Purity: ≥99.99%
Thickness (mm)
Cutting Speed (m/min)
Gas Pressure (bar)
Nozzle Diameter (mm)
Focus Position (mm)
Notes
1
4.5
10
ø 1
+0.5
-
2
2.8
12
ø 1.2
0
-
3
1.8
14
ø 1.5
-0.5
-
Thickness: 1 mm
Cutting Speed:4.5 m/min
Gas Pressure:10 bar
Nozzle Diameter:ø 1 mm
Focus Position:+0.5 mm
Thickness: 2 mm
Cutting Speed:2.8 m/min
Gas Pressure:12 bar
Nozzle Diameter:ø 1.2 mm
Focus Position:0 mm
Thickness: 3 mm
Cutting Speed:1.8 m/min
Gas Pressure:14 bar
Nozzle Diameter:ø 1.5 mm
Focus Position:-0.5 mm
Important Notes
•High reflectivity requires 3kW+ power for reliable cutting
•Requires higher gas pressure to prevent oxidation
•Suitable for 5052, 6061, and other common aluminum alloys
Parameter Definitions
Cutting Speed (m/min)
The speed at which the cutting head moves along the cutting path. Too fast causes incomplete penetration; too slow produces dross and burn marks.
Gas Pressure (bar)
Assist gas jet pressure. Oxygen cutting typically uses 0.3-0.6 bar; nitrogen cutting requires 10-20 bar.
Nozzle Diameter (mm)
Nozzle orifice size. Thin sheets use small nozzles (1.0-1.5mm); thick plates use large nozzles (2.0-3.5mm).
Focus Position (mm)
Laser beam focus position relative to material surface. Negative value = focus inside material; positive value = focus above material.
Parameter Optimization Tips
OKSpeed Priority: Maximize speed while maintaining cut quality to improve productivity
OKQuality Priority: Reduce speed by 15-20% to significantly improve edge quality and perpendicularity
OKCost Optimization: Use oxygen for carbon steel; choose nitrogen or air for stainless based on quality requirements
OKFirst Article Testing: Always perform test cuts when changing materials or batches to verify parameters
OKDocumentation: Build your own parameter database and record actual optimal parameters
Frequently Asked Questions
What is the maximum thickness a 30kW fiber laser can cut?
A standard 30kW fiber laser in 2026 can optimally cut carbon steel and stainless steel up to 50mm, and aluminum up to 40mm at production speeds. High-pressure air or nitrogen is frequently used instead of oxygen to achieve oxide-free edges on thick plates.
Why do I need higher gas pressure for thicker aluminum?
Aluminum has high thermal conductivity and reflectivity. Thick aluminum produces large amounts of molten material that cools very rapidly. High-pressure Nitrogen (15-20+ bar) is required to forcefully eject this melt before it solidifies into hard dross on the bottom edge.
Should the focus position be positive or negative for thick plates at ultra-high power?
When cutting thick plates (>20mm) with ultra-high power lasers (20kW-30kW+), the focus position is set deeply negative (inside the material, often -8mm to -15mm). This ensures the kerf remains wide enough at the bottom to effectively expel large volumes of molten metal.
How much should I adjust parameters when changing material batches?
Even with the exact same material grade (e.g., 304 Stainless), new batches can vary in grain structure and surface finish. Because of this, it is standard practice to do a test cut and adjust cutting speed by ±10-15% from your baseline parameters when introducing a new batch.
Related Export Assets
Export assets for thickness capability and process-cost decisions
Once your parameter baseline is clear, the next review usually needs capability boundaries, gas economics, and speed-versus-cost tradeoffs in a format procurement, engineering, and production can share.
Sales engineers, operators, and buyers matching power to job mixPDF + CSV
Material-Thickness Capability Table
Power-band capability summary pulled from the live material parameter dataset for carbon steel, stainless, and aluminum.
Source: Derived directly from the material-thickness parameter dataset already powering the site cheat sheet.
This reference guide data is compiled from publicly available technical documentation and industry standards from mainstream laser equipment manufacturers, provided for reference only. Actual cutting parameters are influenced by multiple factors including equipment model, laser condition, material batch, environmental conditions, and quality requirements, and may differ from the values shown. Please adjust parameters based on your equipment manufacturer's technical manual and on-site test cutting results. This site assumes no responsibility for any direct or indirect losses resulting from the use of this data.
Data Last Updated: 2025-11-02 | Recommended to review parameter validity every 6 months