CO2 vs Fiber Laser: Which Laser Is Better for Metal, Acrylic, and Cost?
Industrial Metal Selection: Fiber vs CO2 Laser
For industrial metal cutting, fiber laser is the default choice because steel, stainless, aluminum, brass, and copper absorb 1.06um energy far better than 10.6um CO2 energy. CO2 remains relevant when the production mix includes acrylic, wood, textile, or signage materials.
metal-only production
Shortlist fiber first, then choose power by thickness, target speed, assist gas, and edge-quality requirement.
Mixed metal and non-metal
Consider separate fiber and CO2 systems when both material families must run profitably every week.
Cost check
Compare purchase price against electricity, optics, gas, maintenance, and real cut hours before choosing platform type.
If you searched for CO2 vs fiber laser, start with material mix, then check speed, operating cost, and edge-quality expectations. CO2 and fiber lasers solve different production problems. This guide is written to answer the query directly, then back it up with the technical and cost detail you need to choose the right platform. For a complete equipment selection framework, see our Equipment Selection Guide or compare specific power levels in our Power Selection Guide . You can also browse our equipment database to see real-world specifications and compare machines side-by-side.
Quick Comparison Overview
| Characteristic | CO2 Laser (10.6μm) | Fiber Laser (1.06μm) |
|---|---|---|
| Wavelength | 10.6 μm (infrared) | 1.06 μm (near-infrared) |
| Beam Delivery | Mirrors (alignment-sensitive) | Fiber optic cable (flexible) |
| Electrical Efficiency | 8-15% (wall-plug) | 25-35% (wall-plug) |
| Beam Quality (M²) | 1.0-1.1 (excellent) | 1.05-2.5 (single/multi-mode) |
| Metal Cutting | Good (requires high power) | Excellent (high absorption) |
| Non-Metal Cutting | Excellent (wood, acrylic, fabric) | Poor (transparent to organics) |
| Maintenance | High (gas refills, mirror alignment) | Low (solid-state, minimal service) |
| Typical Power Range | 100W - 6kW (industrial) | 1kW - 30kW+ (industrial) |
1. Fundamental Physics: Wavelength & Material Interaction
Wavelength Determines Absorption
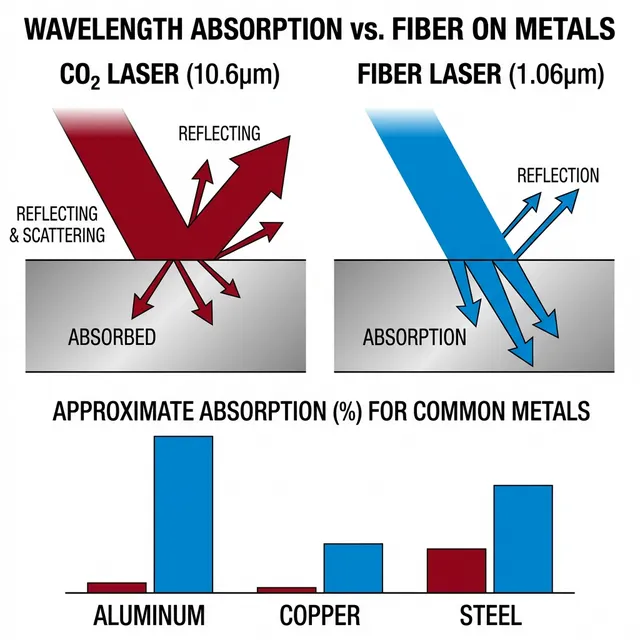
The 10× wavelength difference between CO2 (10.6μm) and fiber (1.06μm) lasers fundamentally determines which materials they can cut effectively. Laser energy must be absorbed by the material to generate heat for cutting. Absorption rates vary dramatically with wavelength.
CO2 Laser (10.6μm)
High Absorption: Organic materials (wood, acrylic, paper, fabric, leather) absorb 10.6μm wavelength extremely well (80-95% absorption). This makes CO2 lasers ideal for non-metal cutting and engraving.
Metal Absorption: Metals have low absorption at 10.6μm when cold (~2-5% for polished surfaces). However, absorption increases dramatically once material begins melting. This allows CO2 lasers to cut metals, but requires higher power and is less efficient than fiber.
Reflective Metals: Copper, brass, and aluminum are particularly challenging due to extreme reflectivity at 10.6μm. Requires very high power or special surface treatments.
Fiber Laser (1.06μm)
Metal Absorption: Metals absorb 1.06μm wavelength much better than 10.6μm, even when cold (30-40% for steel, 20-30% for stainless). This enables efficient metal cutting at lower power levels and higher speeds.
Reflective Metals: While aluminum and copper still reflect significantly at 1.06μm, modern fiber lasers with specialized modes and power modulation can cut these materials effectively. Requires 30-50% more power than steel equivalents.
Non-Metal Limitation: Organic materials are largely transparent to 1.06μm wavelength. Wood, acrylic, and fabric cannot be cut with fiber lasers. This is the fundamental limitation of fiber technology for non-metal applications.
2. Cutting Performance Comparison
Metal Cutting: Fiber Dominates
For metal fabrication, fiber lasers have largely displaced CO2 technology due to superior absorption, higher speeds, and better efficiency. A 3kW fiber laser typically outperforms a 4-5kW CO2 laser on metals.
Speed Comparison: Carbon Steel 6mm (Oxygen Assist)
Thin Sheet Performance
Fiber lasers excel at thin sheet cutting (0.5-3mm) due to high power density from excellent beam quality. Single-mode fiber lasers (M² < 1.2) achieve focus spots of 0.08-0.10mm, enabling extremely fast cutting on thin materials. A 2kW fiber can cut 1mm stainless steel at 15-20 m/min, while a 3kW CO2 achieves 8-12 m/min.
Thick Plate Cutting
For thick plate (15-30mm), high-power fiber lasers (12-20kW) have become the standard. CO2 lasers struggle with thick materials due to lower absorption and power limitations. A 15kW fiber cuts 20mm carbon steel at 1.8-2.5 m/min with excellent edge quality, while equivalent CO2 systems are rare and expensive.
Non-Metal Cutting: CO2 Exclusive Domain
CO2 lasers remain the only practical choice for cutting organic materials. Wood, acrylic, MDF, cardboard, fabric, leather, and rubber all require CO2 wavelength for effective cutting. Applications include signage, packaging, textiles, woodworking, and architectural models.
Comprehensive Cutting Speed Benchmark (6kW Systems)
| Material | Thickness | CO₂ Laser (6kW) | Fiber Laser (6kW) | Speed Advantage |
|---|---|---|---|---|
| Mild Steel | 1mm | 9.0 m/min | 35.0 m/min | Fiber +288% |
| 3mm | 4.5 m/min | 12.0 m/min | Fiber +166% | |
| 6mm | 2.8 m/min | 4.2 m/min | Fiber +50% | |
| 10mm | 1.5 m/min | 2.0 m/min | Fiber +33% | |
| Stainless Steel | 1mm | 11.0 m/min | 45.0 m/min | Fiber +309% |
| 3mm | 3.8 m/min | 10.5 m/min | Fiber +176% | |
| 6mm | 1.6 m/min | 4.8 m/min | Fiber +200% | |
| 10mm | 0.9 m/min | 2.2 m/min | Fiber +144% | |
| Aluminum | 1mm | 6.0 m/min (Risk) | 35.0 m/min | Fiber +483% |
| 3mm | Not Recommended | 8.5 m/min | Fiber Only | |
| 6mm | Cannot Cut | 3.5 m/min | Fiber Only | |
| 10mm | Cannot Cut | 1.6 m/min | Fiber Only | |
| Brass | 1mm | Damage Risk - Do Not Cut | 20.0 m/min | Fiber Only |
| 3mm | Damage Risk - Do Not Cut | 6.0 m/min | Fiber Only | |
| 6mm | Damage Risk - Do Not Cut | 2.5 m/min | Fiber Only | |
| 10mm | Cannot Cut | 0.8 m/min | Fiber Only | |
| Acrylic / Plastics | 1mm | 12.0 m/min | 0% Absorption | CO₂ Only |
| 3mm | 8.0 m/min | Passes Through | CO₂ Only | |
| 6mm | 3.5 m/min | Passes Through | CO₂ Only | |
| 10mm | 2.0 m/min | Passes Through | CO₂ Only |
Speeds are typical values for nitrogen or oxygen assist gas. Actual speeds vary by machine, optics, and parameter optimization. See our Cutting Speed Chart for detailed speed data across all thicknesses.
3. Efficiency, Operating Cost & Maintenance
Electrical Efficiency
Fiber Laser: 25-35% wall-plug efficiency. A 6kW fiber laser consumes approximately 20-25kW total system power (laser source + cooling + auxiliaries).
CO2 Laser: 8-15% wall-plug efficiency. A 4kW CO2 laser consumes approximately 40-50kW total system power, more than double fiber for equivalent cutting power.
Over 10,000 operating hours, the energy cost difference can exceed $15,000-25,000 at $0.12/kWh, significantly favoring fiber for metal cutting applications.
Maintenance Requirements
Fiber Laser: Solid-state design with no consumable gases, minimal optical alignment. Typical maintenance: protective window cleaning (weekly), nozzle replacement (daily/weekly), chiller service (quarterly). Expected source lifetime: 100,000+ hours.
CO2 Laser: Requires CO2/N2/He gas mixture refills (monthly/quarterly depending on power), mirror cleaning and alignment (weekly/monthly), RF tube or DC tube replacement (2,000-10,000 hours). Higher maintenance labor and consumable costs.
5-Year Total Cost of Ownership (Illustrative)
Despite higher initial cost, fiber lasers typically offer better TCO for metal cutting due to efficiency and lower maintenance. CO2 remains cost-effective only for non-metal applications where fiber cannot compete.

4. Beam Delivery, System Design & Integration
Beam Delivery Methods
CO2 lasers use mirror-based beam delivery systems. The 10.6μm wavelength cannot be transmitted through conventional optical fibers, requiring carefully aligned mirrors to guide the beam from source to cutting head. This makes the system more sensitive to vibration, thermal drift, and requires periodic alignment.
Fiber lasers deliver the beam through flexible fiber optic cables, making the system more compact, robust, and easier to integrate into automated production lines. The cutting head can be mounted on robotic arms or multi-axis gantries without beam path concerns. This flexibility has enabled innovations likerobotic 3D laser cutting systems from manufacturers like OPMT Laser, which combine fiber laser sources with 6-axis robots for complex 3D part cutting.
Footprint & Installation
Fiber laser systems are typically more compact. The laser source is a small module that can be mounted remotely, with only the fiber cable running to the cutting head. CO2 systems require larger resonator chambers and mirror assemblies, resulting in larger machine footprints for equivalent work areas.
5. Application Selection Decision Framework
Choose Fiber Laser If...
Choose CO2 Laser If...
6. Technology Trends & Future Outlook
Fiber laser technology continues rapid advancement. Power levels have increased from 6kW maximum in 2010 to 30kW+ today, while prices have decreased 60-70%. Beam quality improvements enable both ultra-precision (single-mode, M² < 1.1) and high-power thick plate cutting (multi-mode, 20kW+) from the same technology platform.
CO2 laser development has plateaued, with most innovation focused on cost reduction and reliability rather than performance breakthroughs. The technology remains dominant for non-metal applications but has largely been displaced by fiber in metal fabrication.
Hybrid systems combining fiber and CO2 sources in a single machine are emerging for shops requiring both metal and non-metal capability, though they remain niche due to complexity and cost.

7. Five-Year Total Cost of Ownership (TCO)
Initial price tells only part of the story. Here is a realistic 5-year TCO for a mid-range system cutting 6mm mild steel at 40 hours/week. Fiber lasers cost more upfront but significantly less to operate.
| Cost Category | CO2 Laser (6kW) | Fiber Laser (6kW) | Savings with Fiber |
|---|---|---|---|
| Machine Purchase | $80,000-100,000 | $110,000-140,000 | -$30,000-40,000 |
| Electricity (5yr) | $48,000 (8-12% efficiency) | $18,000 (30-40% efficiency) | +$30,000 |
| Gas (5yr) | $24,000 (CO2 + assist) | $15,000 (assist only) | +$9,000 |
| Maintenance (5yr) | $40,000 (mirrors, tubes, gas) | $12,000 (minimal optics) | +$28,000 |
| Consumables (5yr) | $10,000 | $6,000 | +$4,000 |
| 5-Year TCO | $202,000-222,000 | $161,000-191,000 | Net savings: $31,000-41,000 |
8. Application Decision Tree: Step-by-Step Selection
Follow this logical workflow established by 2026 industrial purchasing analysts to guarantee your laser equipment investment precisely maps to your operational scaling ceiling.
What is your core objective material?
- Transparent Organics (Acrylic, Wood, Leather) Immediately select CO₂. Fiber lasers cannot process these regardless of wattage.
- 100% Sheet Metal (Steel, Aluminum, Brass) Immediately select Fiber. DO NOT purchase CO₂. Proceed to Step 2.
- Mixed Job Shop (60% Metal / 40% Non-Metal) If budget allows, purchase two separate machines (e.g. 3kW Fiber + 150W CO₂). It solves the physical wavelength limitations natively.
What is your exact cutting Volume & TCO Horizon?
- Low Volume Prototyping: Initial capital ceiling dictates choice. If budget is <$40k, used CO₂ lasers are viable despite their high long-term maintenance costs.
- High Volume 24/7 Production (5-Yr Horizon): Fiber Laser absolutely mandatory. The 30% electrical efficiency gains and absence of optical mirror replacements compound to save upward of $40,000 across a 5-year cycle over CO₂.
Are you working with Reflective Metals? (Brass, Copper, Aluminum)
Older CO₂ lasers suffer from severe back-reflection damage when processing copper or brass (the 10.6μm wavelength reflects off the surface straight back into the resonator tube, shattering it). Fiber lasers (1.06μm wavelength) possess high absorption into non-ferrous, highly reflective metals. If your shop processes Copper or Brass, you must purchase a Fiber system fitted with an active dynamic reflection isolator.
Frequently Asked Questions
Which is better for metal cutting: CO2 or fiber laser?
Fiber lasers are indisputably better for metal cutting. They offer 3-5x faster cutting speeds and 50% lower operating costs compared to CO2 for steel, stainless steel, and aluminum because the 1.06μm wavelength absorbs highly into reflective metals.
Can fiber lasers cut wood and acrylic?
No, fiber lasers cannot effectively cut wood, acrylic, or other organic materials. The 1.06μm wavelength passes through these transparent materials without sufficient absorption. CO2 lasers (10.6μm) are strictly required for non-metal cutting applications.
What is the exact cost difference between CO2 and fiber lasers?
While fiber lasers have a higher initial purchase cost (~$120,000 for a 6kW system), they yield a significantly lower 5-year Total Cost of Ownership (~$165,000) than CO2 lasers (~$90,000 initial, ~$185,000 TCO) due to 30%+ electrical efficiency and virtually zero optical maintenance.
Why is CO2 still used in 2026 if Fiber is faster?
CO2 lasers remain the industry standard for cutting thick acrylic with a pristine, flame-polished edge, and for processing wood, leather, plastics, and mixed-fabric composites. Fiber lasers physically cannot process these non-metallic organics.
How does beam quality (M²) compare between Fiber and CO2?
Single-mode fiber lasers feature near-perfect beam quality (M² ≤ 1.1) creating microscopic spot sizes ideal for rapid thin-sheet processing. Traditional CO2 lasers struggle to reach this diffraction limit, producing a wider kerf.
Related Tools & Guides
Laser Type Wizard
Get personalized CO2 vs Fiber recommendation
Power Level Comparison
3kW vs 6kW vs 12kW fiber laser guide
Beam Quality Guide
Understanding M² factor and cutting performance
Cutting Speed Chart
Compare fiber vs CO2 speeds for all materials
Edge Quality Standards
ISO 9013 quality grades for CO2 and fiber cuts
Fiber Laser Advantages
10 reasons fiber lasers dominate metal cutting
CO₂ Laser Applications
Where CO₂ lasers still outperform fiber
Laser Operating Cost Comparison
Complete TCO analysis: fiber vs CO₂